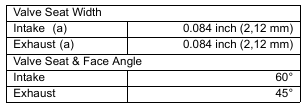
Grind the valve face to the correct angle using a valve refacer [Figure 70-100-17].
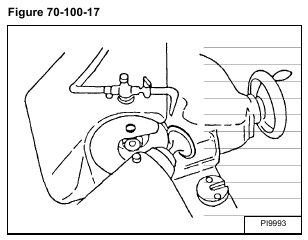
Grind the valve seat surface in the cylinder head to the correct angle [Figure 70-100-18].
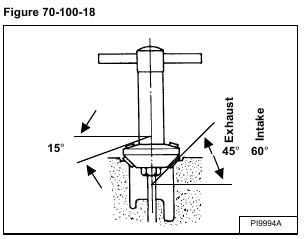
Check the seat surface and valve face (Item 1) [Figure 70-100-19].
If the seat surface is too wide, use a 15 degree cutter on the exhaust and a 30 degree cutter on the intake (Item 2) to get the correct width (Item 3) [Figure 70-100-19].